Client
Sector
BONNER Provided

The Context
Our client’s new facility supports semiconductor wafer-level manufacturing by processing and refurbishing critical components through a combination of mechanical and wet chemical cleaning methods before final cleanroom preparation.
Operating from a newly developed 35,000 ft² warehouse, the site manages the bulk handling and distribution of aggressive process chemistries, including sulphuric acid, hydrogen peroxide, nitric acid and caustic solutions, supplied from bulk storage and IBC systems to a dedicated chemical tank area where automated batch cleaning sequences are carried out.
They required a complete control system for their process. The scope covered bulk storage and distribution of sulphuric acid, hydrogen peroxide, nitric acid and caustic, the chemical tank supply and discharge sequences, alarm management, system interlocks, and a consistent operator interface across multiple stations.
The system also had to provide segmented OT networking and secure remote access ahead of NIS2 coming into force on 18 October 2024, and a platform that would scale as the organisation added capacity.
BONNER’s automation team was responsible for the full design, build, programming and commissioning of the integrated process control system that enables safe, reliable and coordinated operation across the facility.
We were chosen by the client as a single automation team covering PLC, HMI, panel build, OT cyber security and lifecycle support, rather than splitting the work across multiple suppliers.
The proposal set out a clear option for an ABB AC500 architecture sized to their specific needs, with future-proofing built into the address scheme, rack layout and software structure.
Our client valued the practical engineering detail in the proposal and FDS, the willingness to absorb scope changes through controlled revisions, and the focus on operator workflow consistency across multiple HMI stations.
The cyber security approach, network segmentation paired with a hardened Tosi VPN, gave them a credible route to meeting NIS2 obligations without forcing changes to the corporate IT network.
What We Did
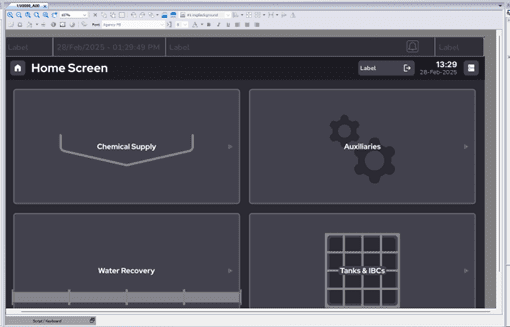
- Delivered an end-to-end control system designed around the ABB AC500 platform. Three PM5630-2ETH controllers cover the process tanks chemical supply area, the process wastewater area and a combined plant area. Operator stations run on ABB Panel Pro HMIs, with a structured navigation model that routes from a home screen to Chemical Supply, Auxiliaries, Water Recovery and Tanks & IBCs.
- Structured alarm management into four severity classes (critical, process/sequence, instrument, general) with defined colour codes and acknowledgement rules. Every analogue and digital point uses a standard faceplate showing live value, status, simulation, alarm setpoints and trend view, so operators see the same pattern across the plant.
- Implemented the OT network as a single, segmented process bus that terminates at the client firewall. A managed switch carries traffic between the ABB controllers and the HMI stations. Skid integration uses OPC UA Server on the controller. A Tosi unit provides a point-to-point VPN for remote support, kept off the business IT network.
- Built control panels in-house with structured 24 V DC distribution, MCB protection and segregated terminal banks. Every IO point ties back to the controlled FDS.
BONNER completed the front-end design and the Functional Design Specification from April 2024, with the document evolving through seven controlled revisions (A0 through A7) to September 2024, as client feedback was integrated and the caustic storage area was added to the scope.
Through the same period and into the following months, the BONNER automation team developed the controller code, the HMI application and the panel build in parallel, working from the latest issued revision of the FDS. Skid integration over OPC UA was coordinated with the relevant vendors as their packages became available for testing.
Commissioning, operator training and handover followed, with BONNER providing a structured post-handover support period to address any issues as the system bedded in on a live site.
Challenges
The BONNER team overcame challenges throughout the design and implementation process, developing solutions for the following:
- Aggressive chemistry across four bulk areas demanding rigorous interlock design and bund leak detection
- Late scope addition of the caustic storage area, absorbed mid-design through revision A7 of the FDS without compromising the rest of the system
- Coordinating multiple skid vendors over OPC UA with consistent tag conventions and matching security settings
- Anticipating NIS2 obligations on a system being commissioned around the directive’s effective date
- Maintaining a consistent operator workflow across multiple HMI stations and process areas
- New-build site logistics, with civils, mechanical and electrical trades working concurrently
The Benefits
The completion of the new systems brought multiple benefits to the client, including:
- One integrated control system across four bulk chemical areas and the chemical tank batch area, delivered by one supplier
- Consistent operator faceplate pattern across every instrument, reducing training load and operator error
- Segmented OT network with a Tosi VPN, supporting NIS2 obligations and giving our client secure remote support without exposing the business IT network
- SFC-based batch control aligned with ISA-88 thinking, providing a clean route to recipe management
- Modular AC500 architecture with reserved address ranges and rack space, leaving headroom for future controllers and stations
- Full documentation package, system backups and a structured post-handover support period
BONNER offers a wide range of automation services across multiple industries. Upgrade or implement automation solutions tailored to your facility. Book a consultation today.


BONNER’s automation team was responsible for the full design, build, programming and commissioning of the integrated process control system that enables safe, reliable and coordinated operation across the facility.