Client
Sector
BONNER Provided

The €120 Temperature Sensor That Cost a Processing Plant Over €120,000
Not because it failed. Because it was slightly wrong.
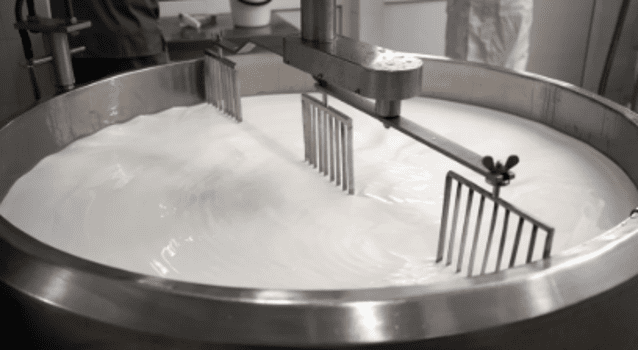
Here’s a scenario that illustrates how small measurement errors can become major operational costs.A dairy processing plant began noticing a gradual increase in customer complaints. Nothing dramatic.Shelf life was becoming inconsistent.
A handful of batches were failing internal quality checks, and production teams were making more frequent adjustments to the pasteurisation process.There were no equipment failures.No alarms.No emergency shutdowns.
Everyone assumed the issue lay elsewhere and operations considered seasonal changes in milk quality.Maintenance inspected pumps, valves and heat exchangers.Quality teams increased product testing.Production adjusted processing times.Everything appeared to be working as expected.Except for one critical measurement.
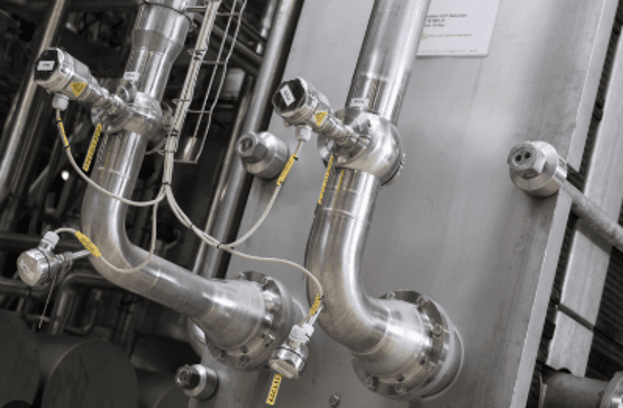
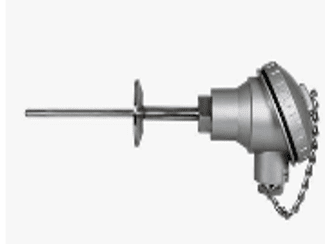
A temperature sensor on the pasteuriser had drifted by just 1.4°C.The €120 sensor hadn’t failed, it was still communicating with the PLC.
It was simply reporting the process as being slightly hotter than it actually was.Believing the required temperature had been reached, the control system shortened the heating cycle by a few seconds on every batch.Individually, those few seconds seemed insignificant.
Over six weeks, they weren’t.
The result:
• Increased product failures during shelf-life testing• Additional microbiological testing• Product waste and reprocessing• Delayed customer deliveries• Reduced production throughput• Dozens of hours spent investigating the issueBy the time the root cause was identified, the total cost had exceeded €120,000.
The cause?
A sensor worth less than €120.The issue was eventually discovered during a scheduled calibration audit, where a traceable reference thermometer confirmed the actual process temperature differed from the value displayed by the HMI.The sensor was replaced and recalibrated.Product consistency returned with waste reduced and Production recovered.
The sensor never stopped working.It never generated a fault.It simply became inaccurate and because everyone trusted the measurement, every decision based on that data was just slightly wrong.
In manufacturing, the most expensive problems aren’t always the ones that stop production.They’re often the ones that quietly become part of the process.
This example is representative of the types of issues that can occur when critical process measurements drift over time.Need a review of your processes? Contact BONNER

BONNER’s calibration team discovered a slight deviation in temperature reading during a scheduled calibration audit, where a traceable reference thermometer confirmed the actual process temperature differed from the value displayed by the HMI. The sensor was replaced and recalibrated.