Client
Sector
BONNER Provided

The Context
Pasteuriser Temperature Monitoring System Commissioning
Project Overview
Our commissioning team delivered a temperature monitoring solution for an Irish dairy processing facility that provides confidence in every stage of the pasteurisation process. By ensuring accurate temperature measurement and recording, the system helps the customer consistently produce safe, high-quality dairy products, meet stringent food safety regulations and maintain efficient production with minimal risk of product loss or unplanned downtime. The solution incorporated Endress+Hauser temperature transmitters and ABB chart recorders, with full installation, calibration and validation to ensure reliable long-term performance.
The project also ensured seamless communication between the field instrumentation and the recording system, giving operators confidence that critical process data is accurately captured and readily available for quality assurance and regulatory audits. Comprehensive calibration and verification activities confirmed the accuracy and reliability of the complete measurement chain, enabling the customer to protect product quality, simplify compliance and reinforce consumer trust by consistently delivering safe products to market.
System components were:
• Sensor: Two 4-wire RTDs
• Transmitter: Two Endress+Hauser TMT71’s (2-wire, 4 to 20 mA loop-powered)
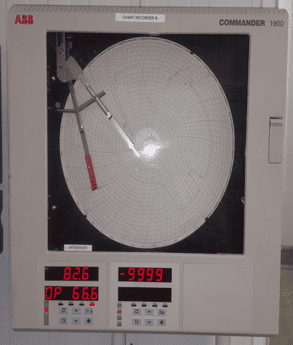
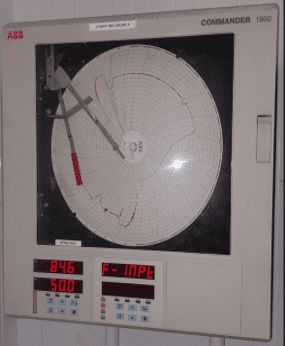
• Receiver: Two ABB Commander 1900 Circular Chart Recorders
Commissioning and calibration of these components ensures compliance with food safety regulations, temperature traceability, audit readiness, product quality assurance and risk reduction.
Commissioning Process
Food Safety and Compliance in Pasteurisation
Effective temperature monitoring is one of the most critical aspects of food safety in pasteurisation processes. The primary purpose of pasteurisation is to eliminate harmful microorganisms while preserving product quality, making accurate and reliable temperature measurement essential for both regulatory compliance and consumer protection.
In dairy and food processing facilities, pasteurisation systems must consistently achieve and maintain specified temperatures for defined holding times. Any deviation from these parameters can compromise product safety, lead to product loss and increase the risk of regulatory non-compliance. For this reason, temperature monitoring systems are often considered critical control points (CCPs) within a facility’s HACCP (Hazard Analysis and Critical Control Points) programme.
Our commissioning and instrumentation specialists help food processing facilities implement reliable temperature monitoring solutions that support compliance, traceability and long-term process performance.
We carried out the following in order to improve operational efficiency and provide accurate process data:
Wiring and Termination Phase
Field Installation
The 4-wire RTD sensor was wired directly to the Endress+Hauser TMT71 transmitters to ensure maximum lead-wire resistance compensation.
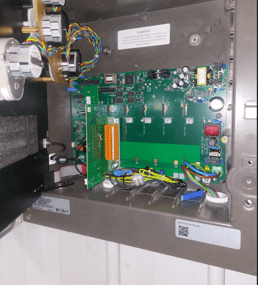
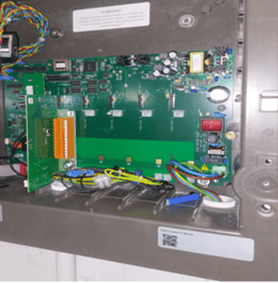
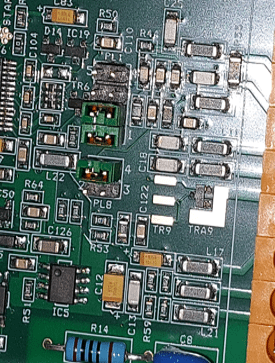
Control Panel Termination
Our team identified the appropriate input terminal blocks on the I/O board inside the ABB Commander 1900 housing. Heat-shrink insulation was applied to the cable shields (screens) before landing the wires inside the recorder panel.
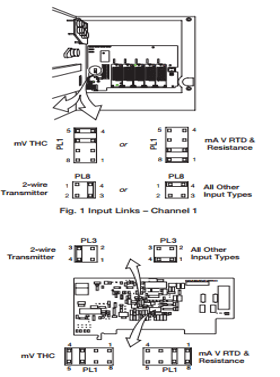
Wire Hookup Configuration
The loop was wired according to the following point-to-point
1. Connect the wire from the TMT71 Terminal 1 (+)to the ABB Analog Input (+) terminal
2. Connect the wire from the TMT71 Terminal 2 (–) to the ABB Analog Input (-) terminal.
Chart Recorder Configuration
Following a physical inspection of the electrical connections, the ABB Commander 1900 was powered up and configured for the 4 to 20 mA current loop.
Step 1: Menu Navigation
- Access the basic configuration level on the ABB user interface.
Step 2: Input Channel Setup
- The input channel assigned to the pasteuriser was configured with the following parameters to match the transmitter’s output profiles:
| Parameter | Configuration Setting | Rationale |
| Input Type | A_P or mA (Current Input) | Matches the 4–20 mA loop signal. |
| Lineariser | NONE | Signal is pre-linearised by the TMT71. |
| Range High | 20.00 mA | Maximum scale boundary. |
| Range Low | 04.00 mA | Minimum scale boundary. |
| Engineering Units | dEG C | Standard Celsius display for pasteurisation. |
| Display High | 120°C | Upper process limit matching TMT71 span. |
| Display Low | 0°C | Lower process limit matching TMT71 span. |
Step 3: Recording Pen Setup
- We configured the physical charting pens to scale automatically with the 0°C to 120°C engineering range.
- We aligned the pen boundaries with the input profile to prevent trace clipping.
In terms of ongoing practice, regular calibration, validation and commissioning of temperature monitoring equipment help ensure that measurement systems continue to perform within specified tolerances. This reduces the risk of inaccurate readings, improves process reliability and supports ongoing compliance with food safety management systems such as HACCP and ISO 22000. Well-maintained instrumentation also helps identify potential issues before they impact production, minimising downtime and reducing the likelihood of costly product recalls.
Commissioning, Calibration and Verification
Once the instrument loop was fully configured, a formal loop check and calibration protocol were initiated:
1. Transmitter Calibration: The Endress+Hauser TMT71 transmitter underwent calibration testing to verify current output accuracy across the 0–120°C span.
2. Data Verification: End-to-end testing was performed by comparing simulated temperature inputs at the sensor against the real-time digital readouts and physical pen traces on the ABB Commander 1900 chart.
Project Results
Following commissioning, the client achieved:
- Accurate temperature monitoring across both pasteurisers
- Reliable 4–20 mA signal communication
- Improved food safety compliance
- Complete calibration documentation
- Reduced risk of temperature recording errors
- Enhanced audit readiness
Food Safety and Compliance Benefits
Proper commissioning and installation of the pasteurisers provides several important operational, safety and compliance benefits to the client, including:
- Improved product safety – Ensures the pasteuriser consistently reaches and maintains the correct temperature and holding times required to eliminate harmful bacteria and meet food safety standards.
- Reliable process performance – Correct setup and calibration of sensors, transmitters, valves and control systems helps maintain stable and repeatable production conditions.
- Regulatory compliance – Proper commissioning helps demonstrate compliance with food industry regulations and quality assurance standards through documented testing and verification.
- Reduced downtime and faults – Early identification of wiring issues, incorrect configuration, flow problems or control faults minimises future breakdowns and costly production interruptions.
- Accurate monitoring and recording – Proper integration of chart recorders, PLCs and temperature instrumentation ensures accurate recording of critical process data for traceability and audits.
Need commissioning, calibration, or temperature monitoring services?
We provide temperature monitoring, instrumentation calibration, commissioning and automation solutions for food and beverage manufacturers across Ireland.

The BONNER team was responsible for the full wiring, configuration, calibration and commissioning of the temperature monitoring system that enables safe and reliable use of equipment within the facility.